Whether your cermet is going to grow depends on three things working together: the right temperature, enough time, and a composition or atmosphere that gives the microstructure somewhere to go. Under sintering conditions around 1350 °C and above, Ti(C,N)-based cermets actively develop core/rim structures through grain growth and dissolution-reprecipitation. In oxidizing service environments, the metallic binder can grow a thickening oxide scale over time. That same chemistry is one reason many people ask why do alum crystals grow, since oxygen and impurities can strongly affect crystal growth and scale formation in oxidizing service environments. Both count as 'growth,' but they mean very different things for your material's future, and figuring out which one you're dealing with is the first practical step.
Is Your Cermet Going to Grow? Causes, Tests, Fixes

What 'cermet growth' usually means
Growth in a cermet isn't like a plant putting out new shoots. It's microstructural change, and it happens in a few distinct ways depending on where your cermet is in its life cycle.
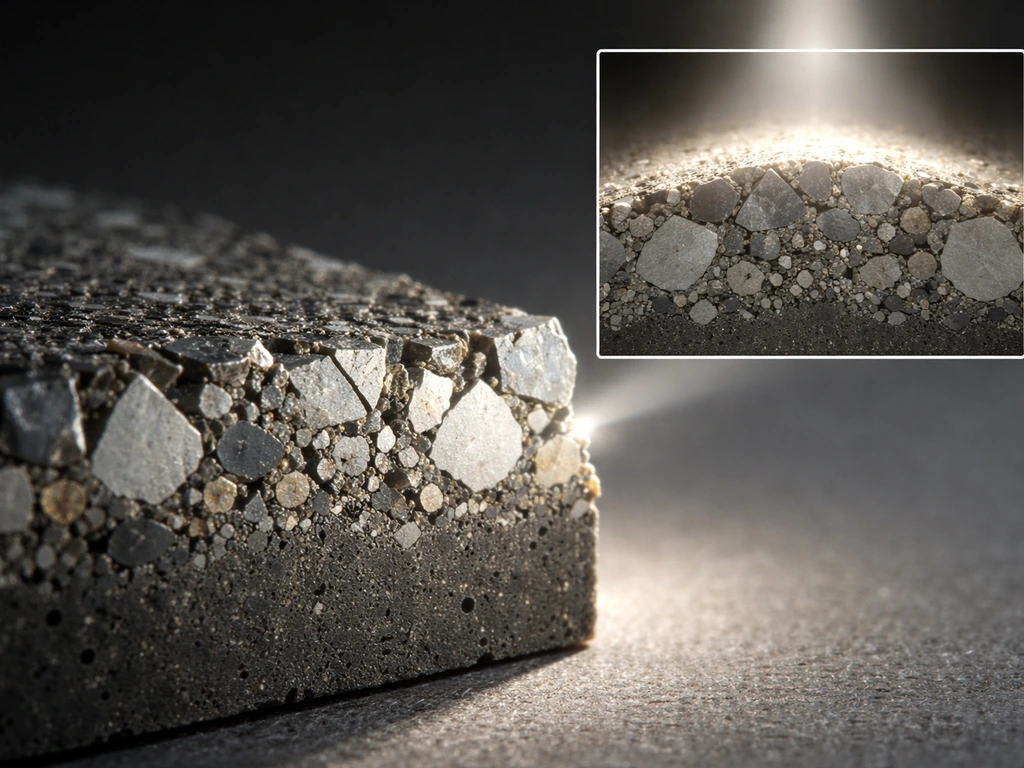
- Grain growth during sintering: Hard phase grains (like Ti(C,N) particles) increase in size, often developing a characteristic core/rim structure. The core stays rich in the original titanium carbonitride chemistry, while the outer rim forms from material that dissolved into the liquid binder and re-precipitated.
- Rim formation via two mechanisms: At lower sintering temperatures, grain growth dominates rim formation. At sufficiently high temperatures, Ostwald ripening takes over, where smaller grains dissolve and larger ones grow at their expense through dissolution and reprecipitation in the liquid binder phase.
- Oxide scale thickening in service: When a cermet is exposed to oxygen at elevated temperatures, the metallic binder (Ni, Co, or similar) oxidizes preferentially. The oxide layer 'grows' outward over time, often following parabolic kinetics when diffusion through the scale controls the rate.
- Interdiffusion and phase evolution: Elements like nitrogen, tungsten, and molybdenum redistribute across grain boundaries and into the binder phase. Nitrogen, for example, can diffuse from a tungsten-rich rim back toward the titanium-rich core during cooling from temperatures above 1430 °C.
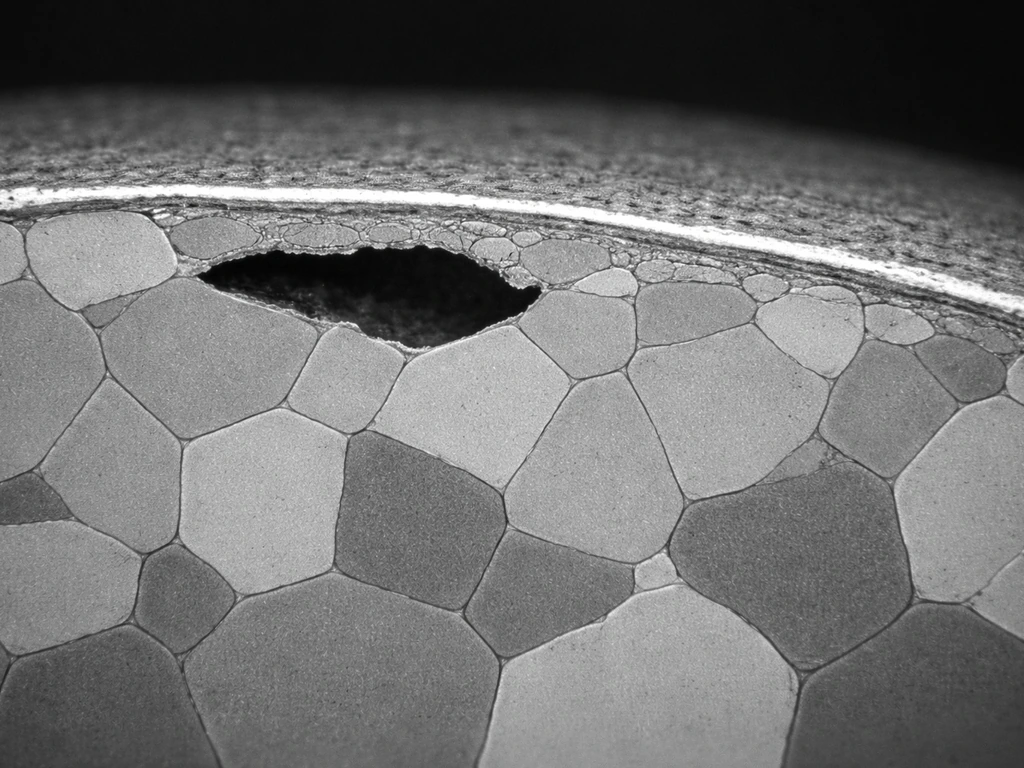
- Kirkendall voiding: When two phases interdiffuse at unequal rates, a vacancy flux builds up and can produce small voids near the diffusion interface. This looks nothing like productive growth, but it's a real microstructural change that matters for mechanical performance.
Think of it like the difference between a crystal growing larger by adding new layers (similar to how alum crystals grow in a saturated solution) versus a rock grain recrystallizing under pressure. Both involve material rearrangement, but the driving forces and outcomes are completely different. Cermet growth is the same: the label covers several distinct physical processes, so you need to know which one you're asking about before you can answer 'is it going to grow?'
Key conditions that enable growth
Four inputs drive almost all cermet growth: temperature, time, composition, and atmosphere. Nail down where you stand on each and you have a working prediction.
Temperature

Temperature is the throttle. For sintering-driven microstructural growth in Ti(C,N) cermets, meaningful grain growth and rim development kick in around 1350 °C. Above roughly 1430 °C, nitrogen redistribution becomes significant as the material cools. For oxidation-driven growth in service, even temperatures as low as 773–848 K (500–575 °C) can produce measurable oxide scale thickening in Ni-containing cermets, with activation energies around 2.8 eV meaning that a small temperature increase dramatically accelerates the process. The relationship is non-linear, so don't assume 'a little warmer' means 'a little more growth.'
Time
Holding time at peak sintering temperature directly controls how far grain growth and rim formation proceed. Longer holds at temperature equal more extensive dissolution-reprecipitation and coarser microstructures. In service, the same logic applies: SOFC Ni/CGO cermet anodes show measurable microstructural degradation after exposures as long as 20,000 hours at around 850 °C. If your cermet hasn't been at temperature long enough, there simply hasn't been a driving force active long enough to produce observable change.
Composition and additives
What's in your cermet matters enormously. Mo additions in Ti(C,N) cermets change the solubility of phases in the liquid binder, which in turn changes how quickly and how extensively rims form. The N/(C+N) atomic ratio shifts the nitrogen stoichiometry of the hard phase and influences which growth mechanism dominates. Binder type (Co vs. Ni vs. hybrid) affects oxidation preference and therefore whether oxide scale growth accelerates or slows. This is similar in principle to how trace minerals in a growth medium change how quickly crystals nucleate and expand. A similar idea explains why crystals can grow on charcoal: the right conditions let dissolved material repeatedly nucleate and build up on a surface. Crystals have their own limits on size, so it helps to understand how big crystals can grow under the right conditions crystals nucleate and expand.
Atmosphere and carbon activity
The surrounding gas phase is a silent participant. An oxidizing atmosphere feeds oxide scale growth in the binder. A carburizing atmosphere drives carbon into the material by carbon activity gradient, changing the local chemistry at grain boundaries and potentially altering phase stability. For carbon nanotubes, the same idea shows up as a balance between carbon supply and catalyst conditions that allow sp2 carbon to build up into tube walls carbon activity gradient. Even a nominally inert sintering atmosphere carries trace oxygen or nitrogen that can shift the carbonitride stoichiometry during the hold. If you don't know your atmosphere chemistry, you're missing a critical variable.
Limits and failure modes: what stops growth in its tracks
Growth in a cermet is self-limiting in several important ways, and understanding these failure modes tells you when 'my cermet should be growing but isn't' is itself diagnostic.
| Failure Mode | What's Happening | Observable Signal |
|---|---|---|
| Passivation / oxide barrier | A dense oxide layer forms over the binder and blocks further oxygen diffusion, slowing or halting further scale growth | Mass gain curve flattens; parabolic trend flattens to sub-parabolic |
| Binder depletion | The metallic binder phase is consumed by oxidation or interdiffusion, leaving insufficient liquid for further dissolution-reprecipitation | Porosity increase near surface; loss of rim definition in cross-section |
| Kirkendall voiding | Asymmetric interdiffusion rates create vacancy flux, generating internal voids near the diffusion interface | Microvoids visible in SEM cross-section; density drop without obvious cracking |
| Nitrogen loss / stoichiometry shift | Nitrogen escapes during sintering above ~1430 °C, changing hard phase chemistry and stalling rim formation | Core nitrogen enrichment patterns; EDS showing N-depleted outer regions unexpectedly |
| Insufficient driving force | Temperature too low or time too short to reach dissolution threshold or oxidation onset | No measurable mass change; no grain size change between samples at different hold times |
| Carbon signal suppression (EDS artifact) | Oxide shielding over the binder surface hides the true carbon content in surface analysis | Carbon peak appears anomalously low in EDS while XRD still shows carbide phases present |
The analogy here is similar to why cells can't grow forever: once a boundary condition is saturated (surface area to volume ratio, nutrient supply, waste buildup), growth stalls. In a cermet, that ceiling is the oxide layer thickness, the binder volume fraction remaining, or simply the thermodynamic equilibrium composition at the operating temperature.
How to check whether it's actually growing right now
You don't need a full materials lab to get useful evidence. Here's a practical checklist you can work through.
Mass tracking
Weigh your sample before and after a thermal exposure. If the mass is increasing, oxidation-driven growth is happening. Plot weight gain squared against time: if the relationship is linear, you're in a diffusion-limited parabolic regime, which is controlled and predictable. Plotting weight gain squared against time and finding a linear relationship corresponds to the parabolic oxidation law used when diffusion through the oxide/product layer is rate controlling. If the curve accelerates (superparabolic), something is breaking down the protective layer. If it flattens, passivation is kicking in. This is the single most accessible measurement you can make today.
Dimensional measurement
For sintering-related growth, dilatometry is the tool of choice. A dilatometry curve shows you the onset temperature of dimensional change, the maximum rate of change, and whether you're seeing thermal expansion (reversible) versus true sintering-driven densification or swelling (irreversible). If you can't access a dilatometer, a calibrated micrometer on a test coupon before and after a firing cycle gives you a basic yes/no on dimensional change, though it won't separate mechanisms.
Cross-section imaging
Prepare a polished cross-section and look under SEM. Core/rim structures in Ti(C,N) grains appear as contrast differences in backscattered electron imaging: the rim typically appears lighter or darker depending on its W and Mo content relative to the Ti-rich core. If rims are present and clearly defined, grain growth and dissolution-reprecipitation have occurred. If rims are absent or poorly developed, your sintering conditions weren't sufficient. EDS mapping of Ti, W, Mo, N, and C across a single grain gives you the elemental partitioning signature that confirms which mechanism was active.
In situ options (if available)
In situ XRD during thermal exposure can directly track phase evolution as it happens, linking new phase appearance to temperature and time. FIB nanotomography can reconstruct 3D microstructure from a small volume to quantify porosity, grain size distribution, and rim thickness. These are the same techniques used to extract activation energies for Ni cermet oxidation (around 2.8 eV in Ni/CGO systems), and they're the gold standard for confirming growth versus ruling out thermal artifact.
Ruling out false positives
Thermal expansion looks like dimensional growth but reverses on cooling. Always compare measurements at the same temperature, or correct for the known coefficient of thermal expansion of your cermet system. Surface discoloration can look like oxide growth but might be contamination. Mass gain is the cleanest single indicator because contamination rarely adds uniform weight in a controlled environment.
Practical next steps to promote growth safely
If you want to encourage the right kind of microstructural growth, here are the parameter adjustments with the most leverage.
- Optimize sintering temperature carefully. For Ti(C,N) cermets, the 1350–1430 °C range is where grain growth and outer-rim formation are most controllable. Going much higher risks nitrogen loss and undesired stoichiometry shifts. Establish your target temperature with a series of short-hold test cycles before committing to long holds.
- Extend hold time incrementally. More holding time at peak temperature means more dissolution-reprecipitation and better-defined rim structures. Start with baseline holds and measure grain size or rim thickness after each increment to build a growth curve for your specific composition.
- Tune your Mo or W additions. Both elements change the solubility of hard phase grains in the liquid binder and therefore the rate and extent of Ostwald ripening. If rim growth is too slow, increasing Mo content can accelerate dissolution kinetics. If grain growth is too aggressive, reducing additives or shortening hold time is more effective than dropping temperature.
- Control atmosphere chemistry precisely. Use a sintering atmosphere with monitored nitrogen partial pressure if you're working with carbonitride systems. For oxidation resistance in service, minimize oxygen partial pressure during high-temperature exposure. If you need to characterize carbon activity for a carburizing environment, calculate it from your gas phase composition rather than assuming.
- Track the N/(C+N) ratio if you're making composition adjustments. This ratio affects which phase forms in the rim and determines the final mechanical properties. If you're changing powder chemistry, re-characterize the rim composition by EDS after sintering before making further adjustments.
- Use dilatometry on any new composition before scaling up. Dilatometry tells you the actual onset and rate of dimensional change for your specific cermet, saving you from blind guessing on furnace profiles.
When growth might actually be a problem
Not all observable 'growth' is the kind you want. Here's how to tell the difference between productive microstructural development and degradation masquerading as growth.
Oxide scale thickening in service
If your cermet is in service at elevated temperature in an oxidizing environment and you're measuring steady mass gain, that's the metallic binder being consumed. Preferential oxidation of the binder (Co, Ni, or hybrid) depletes the phase that gives the cermet its toughness and thermal shock resistance. Once the binder is heavily oxidized, the hard phase grains lose cohesion. In Ni/Co-based cermets, this process can be monitored as a mass gain rate that transitions from parabolic (controlled, slowing) to accelerating, which signals that the protective oxide has broken down.
Kirkendall voiding
If you see a density decrease or increasing porosity in cross-section without obvious cracking or surface loss, Kirkendall voiding from interdiffusion asymmetry is a likely culprit. This is insidious because the material looks dimensionally stable from the outside while its internal architecture is deteriorating. If you find microvoids concentrated near a particular interface or grain boundary zone, treat this as a failure warning, not a sign of healthy growth.
Grain coarsening past the target range
In sintered cermets, excessive Ostwald ripening at too-high temperatures or too-long holds produces coarse, poorly connected grain structures. Hardness and wear resistance typically drop as grain size increases beyond the optimum for your application. If your SEM cross-section shows very large grains with thin, poorly defined rims, you've overcooked the growth process.
What to do if growth looks problematic
- Stop the exposure: remove the part from the high-temperature environment as soon as you identify accelerating mass gain or unexpected porosity. Continuing the exposure compounds the damage.
- Run cross-section analysis: a polished SEM section with EDS mapping tells you whether the binder is depleted, whether voids are forming, and whether the hard phase chemistry has shifted in a damaging direction.
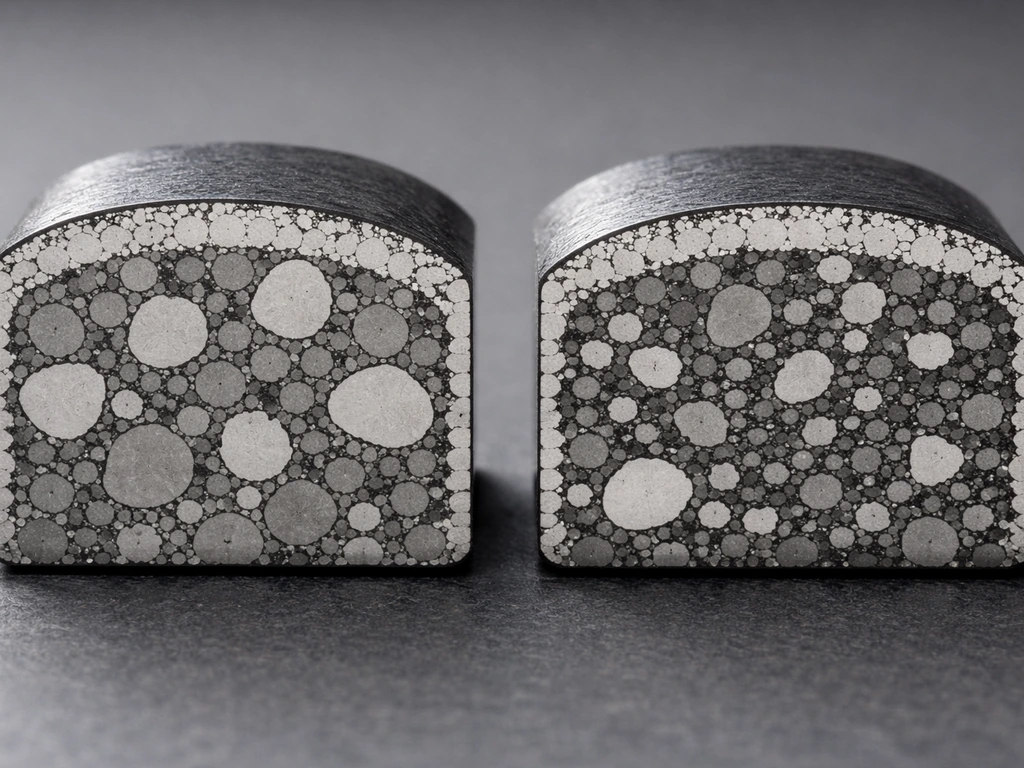
- Compare against a reference: keep an unexposed coupon from the same batch as a baseline. Side-by-side comparison makes subtle microstructural changes much easier to identify than absolute measurements alone.
- Adjust atmosphere or temperature for future cycles: if oxidation is the culprit, reduce oxygen partial pressure or apply a protective coating. If Kirkendall voiding is occurring, reconsider the pairing of materials in a composite or multilayer architecture.
- For long-duration service (thousands of hours at 800–900 °C), plan periodic inspection intervals and build a degradation curve rather than assuming the initial microstructure is stable indefinitely.
The broader principle is the same one that governs why cells hit size limits or why crystals stop growing when the supersaturation drops: every growth process has a driving force, and when that force is exhausted or blocked, either growth stops or the system starts breaking down instead of building up. For your cermet, the question 'is it going to grow?' really means 'do I have the driving force, the pathway, and the time window all lined up at once?' If any one of those is missing, you're either going to see no change or the wrong kind of change, and the checklist above is how you find out which situation you're actually in.
FAQ
How can I tell whether “growth” I’m seeing is oxidation scale thickening versus just thermal expansion?
Use mass gain as the primary discriminator, because oxidation-driven scale growth adds mass (unless the scale spalls and leaves residues). For dimensional change, compare at the same hold temperature, then correct for thermal expansion using your cermet’s coefficient of thermal expansion. If you see dimensional change that reverses on cooling, treat it as reversible thermal expansion, not growth.
If I plot weight gain squared vs. time and don’t get a straight line, does that always mean the mechanism is changing?
For mass-gain kinetics, insist on clean pre- and post-measurement conditions: same sample geometry, same cleaning method, and record surface condition (roughness, oxide color, any scale spall). Parabolic behavior can be masked if you have scale cracking or partial spall, because oxygen access becomes intermittent, which makes the curve look less parabolic than it truly is.
Do ramp rate and cooling time affect whether my cermet is going to grow, even if peak sintering temperature is the same?
Nitrogen redistribution after high-temperature sintering can shift phase composition as the material cools, so your “peak temperature” is not the only effective variable. Record the full thermal history, including ramp rates and cooling time, and compare microstructures after controlled cool-downs. If rims differ between fast and slow cooling, cooling redistribution is likely contributing.
What if my mass increases, but my cross-section doesn’t show clear oxide scale growth?
Yes, and you can diagnose it by checking both total mass change and chemistry of the oxidized surface. Contamination-driven mass changes are often nonuniform and correlate with specific surface regions, whereas oxidation-driven binder scale growth tends to produce a more systematic thickness trend. SEM/EDS across the surface and cross-section helps separate “dirty surface” from true scale growth.
What are the most common reasons a cermet seems stable when I expected grain growth or rim development?
If your cermet “isn’t growing,” it usually means the system lacks one of three things: sufficient time at active temperature, the right gas-phase chemistry, or the correct compositional freedom (for example N/(C+N) stoichiometry or binder oxidation preference). Start with a controlled atmosphere you can trust, then run shorter time holds at temperatures bracketing the expected onset, and check for measurable microstructural signatures rather than relying on appearance.
How sensitive is cermet growth to “inert” atmosphere purity and furnace purge conditions?
Ambient moisture and oxygen can matter even in “inert” furnaces. Trace oxygen changes binder oxidation tendency and can also shift carbonitride stoichiometry. If you see variability across runs, verify gas purity, purge/flow conditions, and whether the furnace load creates oxygen gradients near the sample.
How can I be sure my observed core/rim structure is from sintering mechanisms, not surface reaction during handling or exposure?
For core/rim development in Ti(C,N) systems, confirm that the rim is not just a surface oxidation artifact by checking rim composition across the grain depth and relating it to backscattered contrast. True rim formation should match elemental partitioning consistent with Ti-rich core and W/Mo/N partitioning patterns, not just a thin reacted layer limited to the exterior.
What should I look for to detect early-stage degradation masked as “normal” oxidation growth?
Preferential oxidation of the metallic binder can show up as a kinetic transition: early parabolic mass gain that later accelerates once the protective layer breaks down. Track mass continuously over steps of increasing exposure time, and then correlate with binder depletion using SEM/EDS to see whether toughness-related binder phases are being consumed.
Can my cermet degrade by Kirkendall voiding while still showing minimal mass change, and how do I confirm it?
Yes. Even if overall dimensions look stable, Kirkendall voiding can cause internal porosity increases driven by interdiffusion asymmetry. The telltale sign is a rising void fraction near specific interfaces or grain boundary zones, so you need at least cross-sectional imaging (and often EDS line scans) to confirm internal damage.
If I want to deliberately control whether my cermet grows, what’s the best minimal experiment plan?
You can use a small DoE-style matrix: vary one factor at a time first (temperature bracket around the expected onset, then time), while keeping atmosphere composition tightly controlled. After you see which factor produces the earliest measurable change (mass gain trend, dimensional onset, or rim contrast), expand around that region to avoid overcooking growth or missing the activation window.
Why Crystals Grow on Charcoal: Science and Troubleshooting
Learn why crystals form on porous charcoal, which factors control crystal size, and how to troubleshoot growth safely.
